Snack Food Plant – Texas
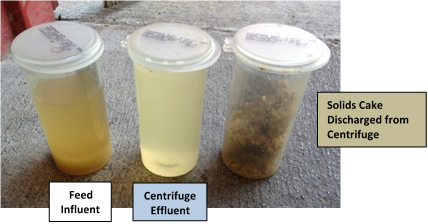
Tony Langley of Langley Separation and Process recently completed a successful wastewater / effluent demonstration test at a San Antonio, Texas based snack food plant processing potatoes. The decanter centrifuge proved to be ideally suited for effectively reducing the BOD and TSS in the effluent generated from the potato washing, peeling and slicing processes. The machine also proved effective in helping free emulsified cooking oils for removal in the plants OWS system.
The test skid featured a small capacity decanter centrifuge fully equipped for easy, quick set-up on site for demonstration and application testing. Ancillary equipment includes controls, pumps, polymer systems, and sludge auger as well as connection hoses for a complete set-up.

The pilot test unit basic components are:
- (1) DR test unit with 290mm diameter bowl
- (1) Automated PLC control system plus HMI
- (1) feed pump with a capacity of 0-35 GPM
- (1) Polymer dilution system with pump
- (1) dewatered solids screw conveyor (option)
The test was conducted over a one week period making multiple runs. The centrifuge feed was taken from a pit where several waste streams combined ahead of an oil water separator (OWS). The objective was to:
- Reduce solids
- Reduce BOD
- Help free up the fats and oils allowing the OWS to function more effectively
- Reduce solids volume hauling
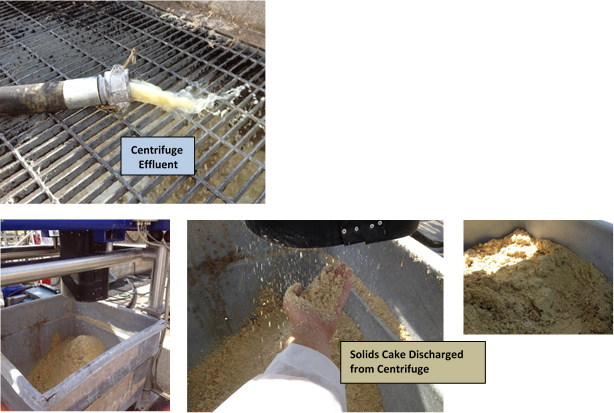
- The results included an average reduction in BOD of 34%
- The results included an average reduction in TSS of 91%
- The cake was discharged from the centrifuge in a stackable cake
| Plant Influent | Centrifuge Effluent | Reduction | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Test # | BOD | TSS | FOG | BOD | TSS | FOG | BOD | TSS | FOG |
| 18 | 1930 | 2715 | 14.0 | 1119 | 216 | 29.7 | 42.0% | 92.0% | -112.14% |
| 19 | 1266 | 1084 | 12.9 | 1014 | 120 | 11.3 | 19.9% | 88.9% | 12.40% |
| 20 | 1033 | 1065 | 10.4 | 900 | 112 | 10.5 | 12.9% | 89.5% | -0.96% |
| 21 | 1359 | 2270 | 14.0 | 576 | 96 | 7.9 | 57.6% | 95.8% | 43.57% |
| 22 | 1119 | 824 | 12.9 | 891 | 140 | 10.3 | 20.4% | 83.0% | 20.16% |
| 23 | 1239 | 992 | 12.0 | 963 | 124 | 11.0 | 22.3% | 87.5% | 8.33% |
| 24 | 1770 | 4168 | 14.8 | 1386 | 256 | 16.2 | 21.7% | 93.9% | -9.46% |
| 25 | 3700 | 6890 | 10.4 | 984 | 196 | 14.8 | 73.4% | 97.2% | -42.31% |
| Avg | 1677 | 2501 | 12.7 | 979 | 158 | 14.0 | 34% | 91% | -10.05% |
Contact us today to learn how we can help your plant improve its wastewater pre-treatment process.